 简体中文
简体中文 English
English русский
русский Español
EspañolЗвездочка конвейерной цепи: типы, руководство по выбору и обслуживанию
Новости отрасли-Контент
- 1 Как работает звездочка конвейерной цепи
- 2 Распространенные типы звездочек конвейерных цепей
- 3 Основные характеристики, которые следует учитывать при выборе звездочки
- 4 Сравнение материалов для различных условий эксплуатации
- 5 Признаки износа звездочки и когда ее следует заменить
- 6 Рекомендации по установке и настройке
- 7 Требования к смазке звездочек конвейерных цепей
- 8 Снижение совокупной стоимости владения
А звездочка конвейерной цепи представляет собой зубчатое колесо, которое входит в зацепление с конвейерной цепью для передачи мощности и управления движением цепи по конвейерной системе. Выбор правильной звездочки, соответствующей шагу вашей цепи, размеру вала, скорости и нагрузке, является единственным наиболее важным фактором в предотвращении преждевременного износа, пропуска цепи и незапланированных простоев. В этом руководстве рассматриваются типы звездочек, критерии выбора, распространенные закономерности отказов и передовые методы технического обслуживания.
Как работает звездочка конвейерной цепи
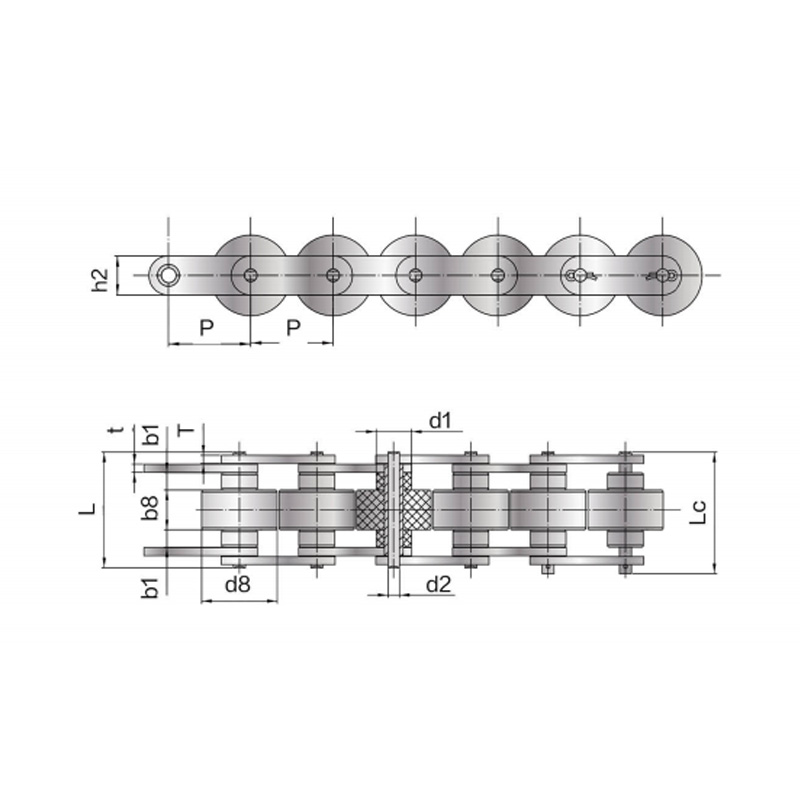
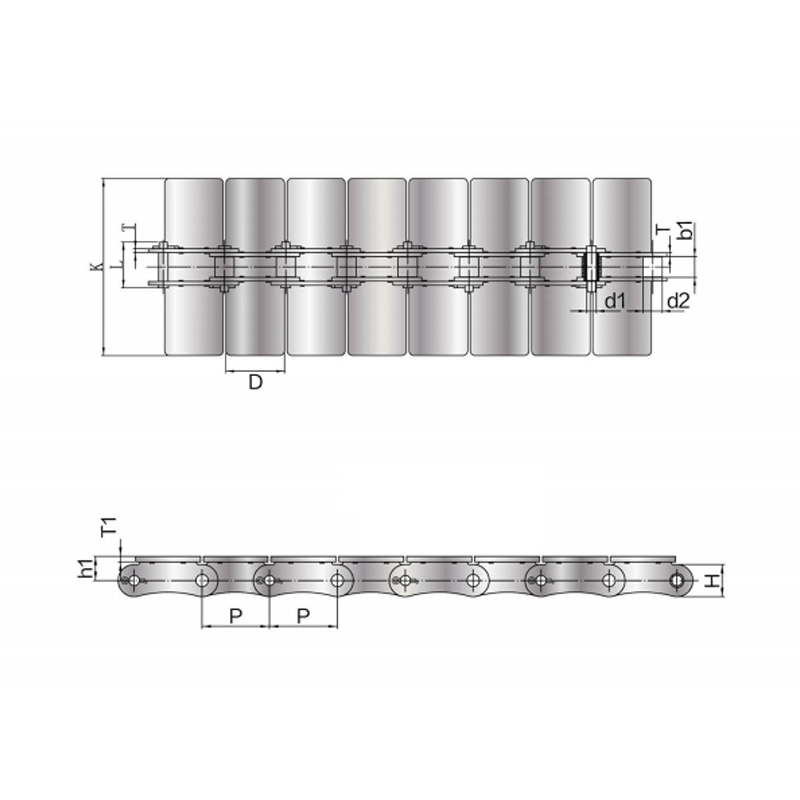
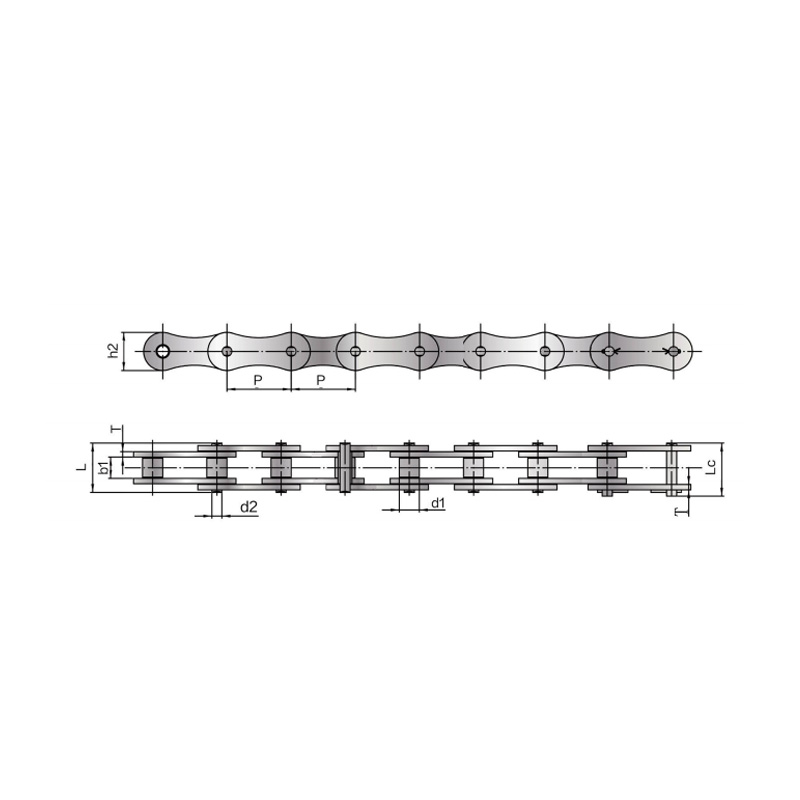
Зубья звездочки входят в зацепление с соединительными пластинами или роликами конвейерной цепи, преобразуя вращательное движение вала в линейное движение цепи. В отличие от шестерни, которая входит в зацепление с другой шестерней, звездочка всегда соединена с гибкой цепью, что делает критически важными точность профиля зуба и диаметра делительной окружности.
шаг шаг звездочки должен точно соответствовать шагу цепи. Например, цепочка с Шаг 1 дюйм (25,4 мм) требуется звездочка с тем же шагом в 1 дюйм — даже несоответствие в 0,5 мм ускоряет износ зубьев под нагрузкой до 300%.
В любой системе привода конвейера существуют два основных положения звездочек:
- Ведущая звездочка: Подключен к валу двигателя; прикладывает к цепи тянущее усилие.
- Натяжная/хвостовая звездочка: Расположен на противоположном конце; поддерживает натяжение и направляет возврат цепи.
Распространенные типы звездочек конвейерных цепей
Не все конвейерные звездочки взаимозаменяемы. Правильный тип зависит от типа вашей цепи, профиля нагрузки и необходимости частого снятия звездочки для технического обслуживания.
Звездочки для роликовых цепей
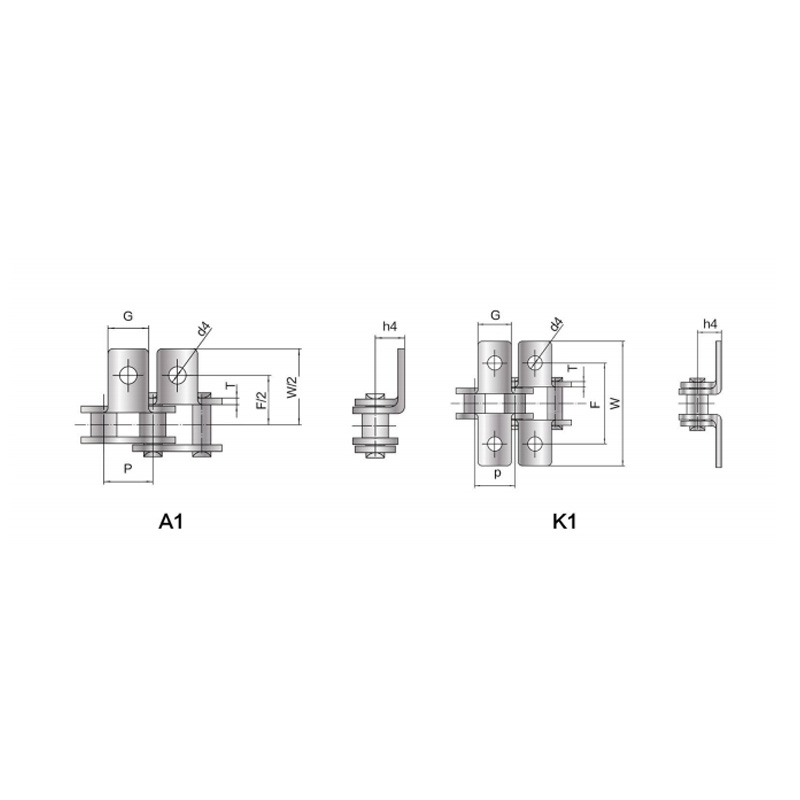
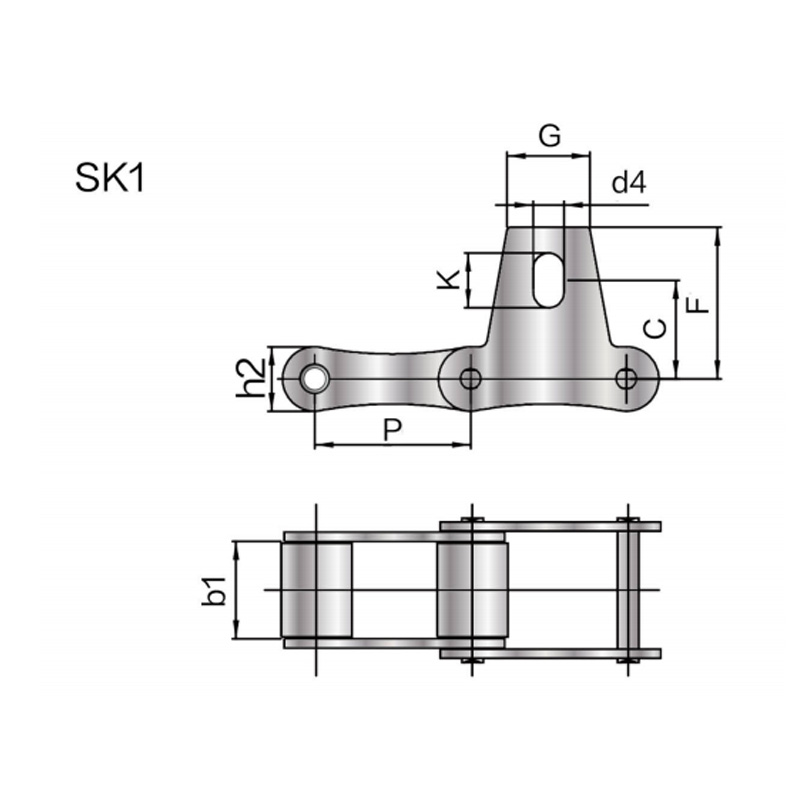
Разработанные для роликовых цепей стандартов ANSI/ISO (например, №40, №50, №80), эти звездочки наиболее широко используются в конвейерах общего назначения. Они доступны в конфигурациях типа A (плоская пластина), типа B (одна ступица) и типа C (двойная ступица). Типы B и C предпочтительны для ситуаций с радиальной нагрузкой. потому что ступица обеспечивает большую поддержку вала.
Звездочки инженерного класса
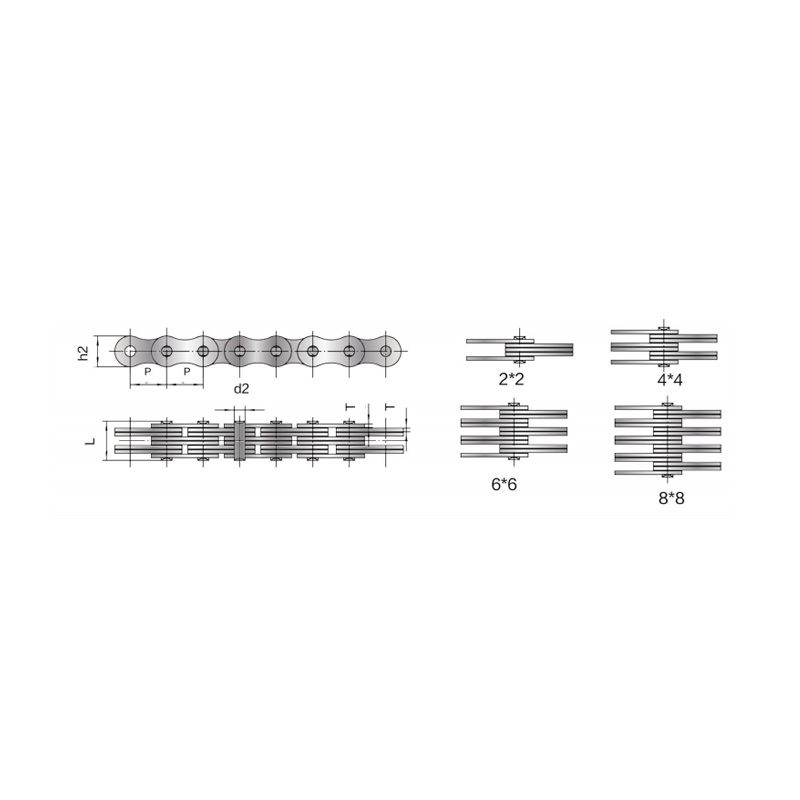
Эти звездочки, используемые с конвейерными цепями для тяжелых условий эксплуатации (например, серии ANSI класса 700 или 800), созданы для работы в условиях низких скоростей и высоких нагрузок, что часто встречается на сталелитейных заводах, в горнодобывающей промышленности и при транспортировке сыпучих материалов. Они часто имеют сменные сегменты зубьев, чтобы снизить стоимость замены звездочки.
Разделенные звездочки
Эти звездочки, разделенные на две половины, можно устанавливать и снимать, не разбирая вал или прилегающие компоненты. Время простоя при техническом обслуживании сокращается до 70 % по сравнению со сплошными звездочками в установках с подшипниками или муфтами, которые трудно снять.
Пластиковые/нейлоновые звездочки
Используется на линиях пищевой, фармацевтической и легкой упаковочной промышленности, где загрязнение металлами является проблемой или требуется работа без смазки. Нейлоновые звездочки могут работать всухую и противостоять коррозии, хотя у них меньшая грузоподъемность — обычно подходит для тяги цепи до 300 фунтов в зависимости от количества и шага зубьев.
Натяжные звездочки с подшипниками
se sprockets rotate freely on a fixed shaft using integrated ball or roller bearings. They are used as take-up or guide sprockets where no power transmission is needed, only chain support and direction change.
Основные характеристики, которые следует учитывать при выборе звездочки
Неправильная спецификация является основной причиной преждевременного выхода из строя звездочки и цепи. Используйте следующую таблицу в качестве справки при подборе звездочки к вашей конвейерной цепи:
| Параметр | Описание | Практическая заметка |
|---|---|---|
| Шаг цепи | Расстояние между штифтами звеньев цепи | Должно точно совпадать; наиболее распространенные: 1/2", 3/4", 1", 1-1/4" |
| Количество зубов | Определяет передаточное число и зацепление цепи. | Рекомендуется минимум 17 зубов. для плавной работы на низких скоростях |
| Размер отверстия | Внутренний диаметр посадки на вал | Укажите ширину шпоночного паза и расположение установочного винта. |
| Материал | Сталь, нержавеющая сталь, чугун, нейлон | Нержавеющая сталь для влажных/агрессивных сред; нейлон для пищевых продуктов |
| Стиль концентратора | А (no hub), B (one hub), C (two hubs) | Тип C для высоконагруженных или консольных валов. |
| Твердость/Обработка поверхности | Термическая обработка, цементация | Зубья из цементированной стали (58–62 HRC) служат в 3–5 раз дольше в абразивных средах |
Количество зубьев и соотношение скоростей
speed ratio between drive and driven sprockets is simply the ratio of their tooth counts. A Ведущая звездочка с 20 зубьями в сочетании с ведомой звездочкой с 40 зубьями обеспечивает уменьшение 2:1. , уменьшая вдвое выходную скорость при удвоении крутящего момента. Всегда рассчитывайте необходимое соотношение зубьев перед заказом, особенно если коробка передач не является частью трансмиссии.
Использование нечетного числа зубьев на одной звездочке и четного числа на другой (например, 19 и 38) распределяет износ более равномерно по всем зубьям — практика, называемая дизайн охотничьего зуба — заметное увеличение срока службы в многоцикловых приложениях.
Сравнение материалов для различных условий эксплуатации
Выбор материала существенно влияет как на стоимость, так и на срок службы. В таблице ниже сравниваются четыре наиболее распространенных материала звездочек:
| Материал | Сила | Коррозионная стойкость | Лучшее приложение | Относительная стоимость |
|---|---|---|---|---|
| Углеродистая сталь (C1045) | Высокий | Низкий | Общепромышленные конвейерные системы | $ |
| Нержавеющая сталь (316L) | Средне-высокий | Отлично | Пищевая промышленность, промывка помещений | $$$ |
| Чугун | Средний | Низкий | Низкий-speed, heavy-load bulk handling | $ |
| Нейлон/Полимер | Низкий | Отлично | Легкие, не требующие смазки и чувствительные к шуму линии | $$ |
Признаки износа звездочки и когда ее следует заменить
Изношенные звездочки ускоряют износ цепи и наоборот. Установка новой цепи на изношенную звездочку приводит к потере новой цепи в течение нескольких недель. Следите за этими конкретными индикаторами отказа:
- Крючковатые или акульи плавники зубы: tooth profile becomes asymmetric, allowing the chain to ride up and skip under load — a clear replacement trigger.
- Уменьшение толщины зуба более чем на 20 %: Измерьте толщину зуба по делительной линии; замените при износе более 20% от первоначального размера.
- Прыжки цепи или вибрация: Часто первый симптом, замечаемый операторами, обычно вызван сочетанием удлинения цепи и износа зубьев звездочки.
- Видимые изъязвления или трещины: Усталость поверхности от ударной нагрузки; распространено в многоцикловых индексных конвейерах.
- Повышенный шум цепи: А loud rattling or slapping sound at the sprocket engagement point typically indicates pitch mismatch due to wear.
Передовая практика отрасли заключается в том, чтобы заменяйте звездочку каждый второй или третий цикл замены цепи. , или всякий раз, когда износ зубов достигает порога 20% — в зависимости от того, что наступит раньше.
Рекомендации по установке и настройке
Даже правильно подобранная звездочка выйдет из строя раньше, если будет установлена неправильно. Для обеспечения надежной работы выполните следующие действия:
- Проверьте диаметр вала и посадку шпоночной канавки. прежде чем нажимать звездочку; допуск отверстия к валу для большинства промышленных приводов должен составлять H7/k6.
- Аlign drive and driven sprockets в одной плоскости с помощью линейки или лазерного инструмента для выравнивания; боковое смещение более чем 1/16 дюйма (1,6 мм) на фут межосевого расстояния вызывает нагрузку на кромку и ускоренный износ.
- Установите правильное натяжение цепи. — для большинства горизонтальных конвейеров провисание цепи должно составлять примерно 1–2% от межосевого расстояния . Чрезмерная затяжка создает чрезмерную нагрузку на подшипники и вал; недостаточная затяжка вызывает удар цепи.
- Затяните установочные винты или крепежные детали в соответствии со спецификацией. — недостаточно затянутый крепеж приводит к проскальзыванию звездочки и повреждению вала; Чрезмерно затянутые крепежные детали могут привести к поломке литых или пластиковых звездочек.
- Обкатка с пониженной нагрузкой в течение первых 4–8 часов работы, чтобы поверхности цепи и звездочки прилегали друг к другу.
Требования к смазке звездочек конвейерных цепей
Смазка снижает трение на стыке цепи и звездочки и является наиболее важным фактором продления срока службы. Правильный метод зависит от скорости цепи и нагрузки:
- Ручная/капельная смазка: Подходит для скорости цепи ниже 25 футов/мин; регулярно наносите масло непосредственно на цепь перед ее зацеплением со звездочкой.
- Масляная ванна или пращильный диск: Для скоростей до 300 футов/мин; цепь проходит через закрытый масляный поддон или распыляется вращающимся диском.
- Принудительная смазка под давлением: Требуется для скоростей цепи выше 300 футов/мин или для приложений с высокими нагрузками; подает точное количество масла в точку зацепления цепной звездочки.
- Сухие/твердые смазочные материалы (ПТФЭ, графит): Используется там, где запрещено использование жидких смазочных материалов — в зонах контакта с пищевыми продуктами, на конвейерах в чистых помещениях или в пыльных помещениях, где масло притягивает загрязняющие вещества.
Исследования таких производителей цепей, как Tsubaki и Renold, показывают, что только правильная смазка продлевает срок службы цепи и звездочки в 3–10 раз. по сравнению с работой всухую при тех же условиях нагрузки.
Снижение совокупной стоимости владения
purchase price of a sprocket is rarely the largest cost — downtime, labor, and chain damage from a failed sprocket far exceed the part cost. Consider these strategies to reduce total cost of ownership:
- Переход на звездочки с цементированной или индукционной закалкой. в приложениях с большим циклом; надбавка к стоимости в размере 30–50% обычно возмещается в течение первого цикла замены.
- Используйте разъемные звездочки в труднодоступных местах. сократить время обслуживания с нескольких часов до менее 30 минут.
- Стандартизируйте меньшее количество шагов на вашем предприятии, чтобы сократить запасы запасных частей и упростить закупки.
- Замените цепь и звездочки вместе — Смешение изношенных и новых компонентов является наиболее распространенной причиной преждевременного выхода из строя недавно обслуживаемой системы привода.
- Внедрение графика замены по состоянию использование периодических измерений износа зубьев вместо того, чтобы работать до отказа; это снижает количество незапланированных простоев примерно на 60–80 % на хорошо управляемых объектах.
Наши новости //
Похожие новости
© Компания по производству цепных передач Сучжоу Fubang Machinery, Ltd. Производители роликовых цепей из нержавеющей стали Поставщики конвейерных цепей
