 简体中文
简体中文 English
English русский
русский Español
EspañolНаправляющая цепи скоростного конвейера: ограничение скорости, которое большинство покупателей ошибаются
Новости отрасли-Контент
- 1 Что на самом деле делает скоростная конвейерная цепь
- 2 Как шаг и звездочки определяют безопасную скорость цепи
- 3 Основные размеры, которые следует проверить перед заказом
- 4 Распространенные неисправности, связанные со скоростью (и как их избежать)
- 5 Подбор правильной цепи для вашей производственной линии
Что на самом деле делает скоростная конвейерная цепь
A скорость конвейерной цепи не движется быстрее за счет более сильного вращения двигателя. Сама цепь движется с фиксированной механической скоростью, но ее конструкция позволяет материалу, находящемуся сверху, двигаться с другой, регулируемой скоростью. Это различие имеет значение на реальных производственных линиях, где одной станции необходимо, чтобы детали доставлялись медленно для проверки, а следующей нужно, чтобы они быстро очищались для упаковки.
Вот почему цепь построена на основе двух отдельных переменных: скорости движения цепи и скорости транспортировки материала. Как только на предприятии эти две функции разделены, балансировка линий перестает быть постоянной борьбой за замену двигателей и коробок передач при каждом изменении скорости на выходе.
На бумаге это небольшое структурное отличие, но оно меняет способ спецификации всей системы. Инженеры больше не оценивают дорогу вокруг самой быстрой станции на линии; они определяют ее номинальную скорость движения цепи, а затем позволяют собственной конструкции цепи компенсировать изменение выходной мощности. Это единственное изменение сокращает количество отдельных приводов, которые фактически необходимы многостанционной линии.
Как шаг и звездочки определяют безопасную скорость цепи
Скорость цепи — это не число, которое вы выбираете свободно. Это результат трех фиксированных переменных: шага цепи, диаметра звездочки и количества зубьев. Больший шаг и меньшие звездочки создают более сильный «многоугольный эффект», при котором цепь движется не по плавной линии, а слегка шагает вверх и вниз при каждом зацеплении зуба. На маленькой скорости это незаметно. Если увеличить скорость слишком высоко при неправильной комбинации шага и звездочки, шаги станут пульсирующими или порывистыми, что быстро сократит срок службы цепи и подшипника.
Исправление редко бывает более сильной цепочкой. Шаг соответствует диаметру звездочки, поэтому хордальное движение остается плавным, а затем соединяется с правильным руководство по выбору и обслуживанию звездочек с вашей скоростью работы. Линии, которым требуется действительно более высокая производительность, а не просто регулируемая выходная скорость, часто работают лучше с двухшаговые конвейерные цепи, предназначенные для высокоскоростной транспортировки , поскольку более длинный шаг с самого начала спроектирован для обеспечения баланса нагрузки и скорости.
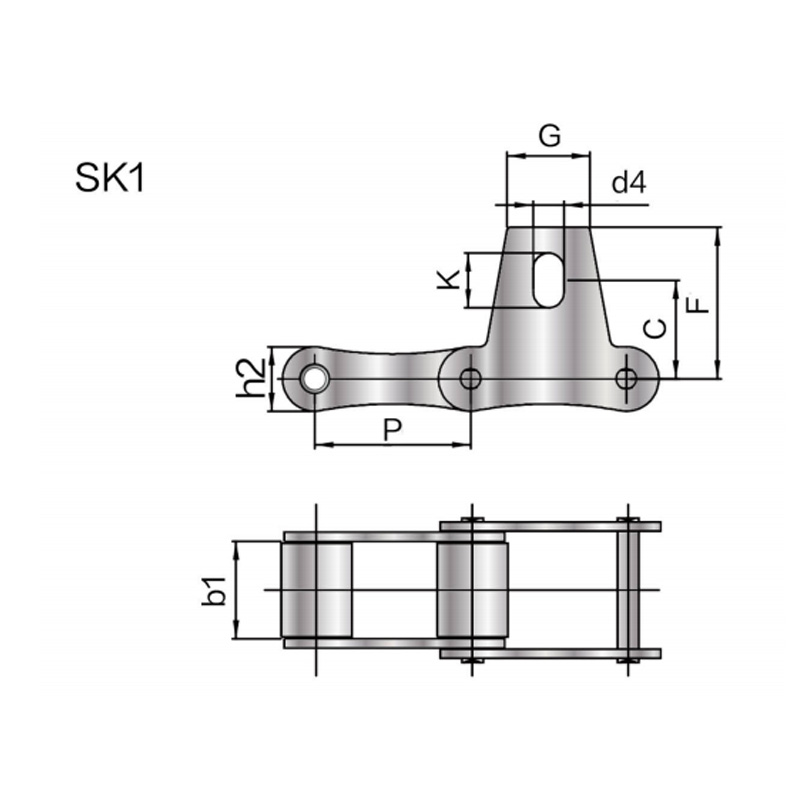
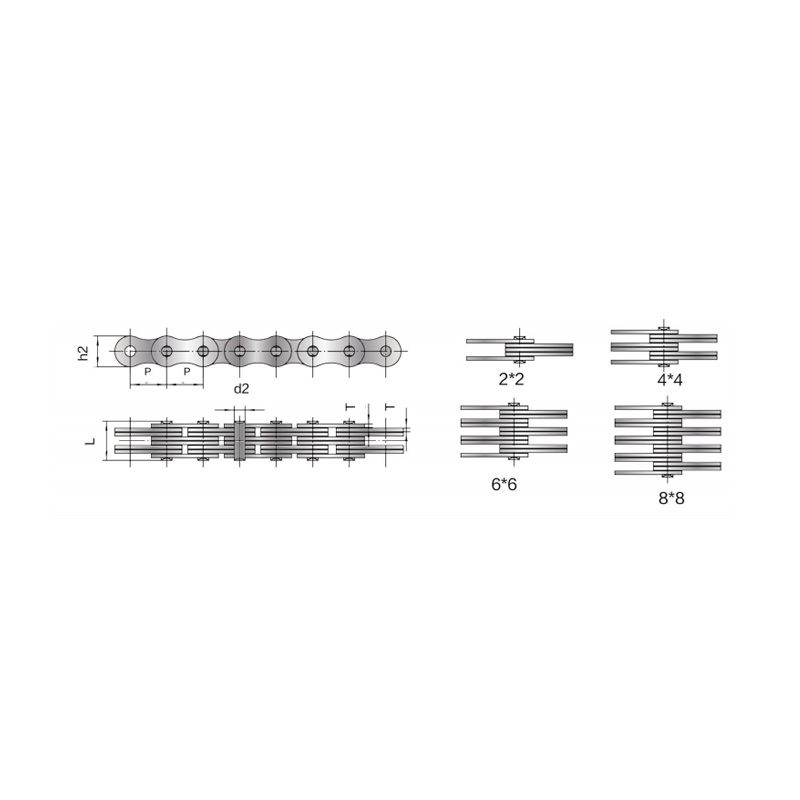
Основные размеры, которые следует проверить перед заказом
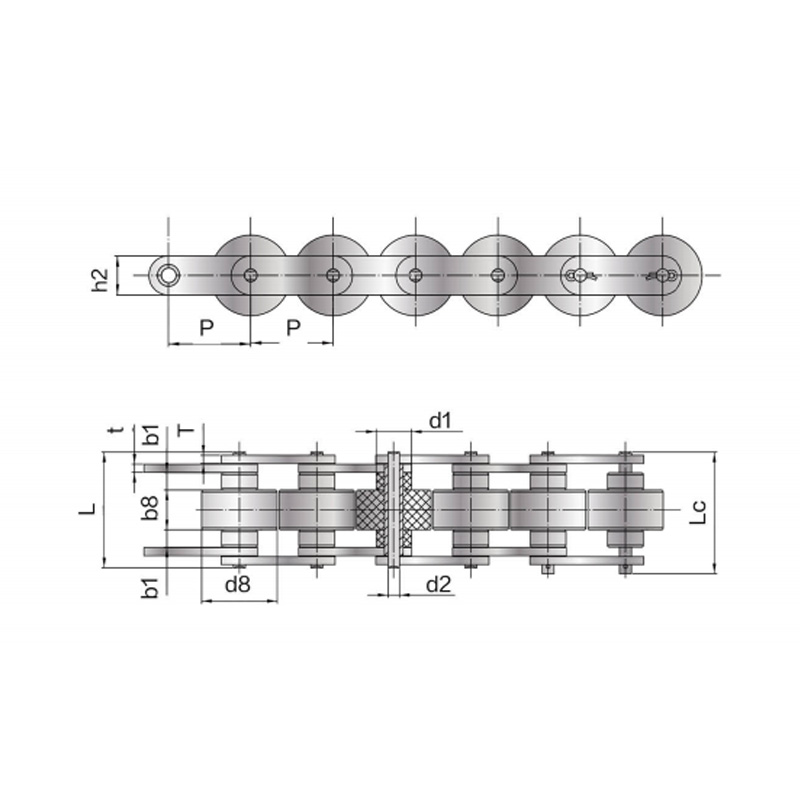
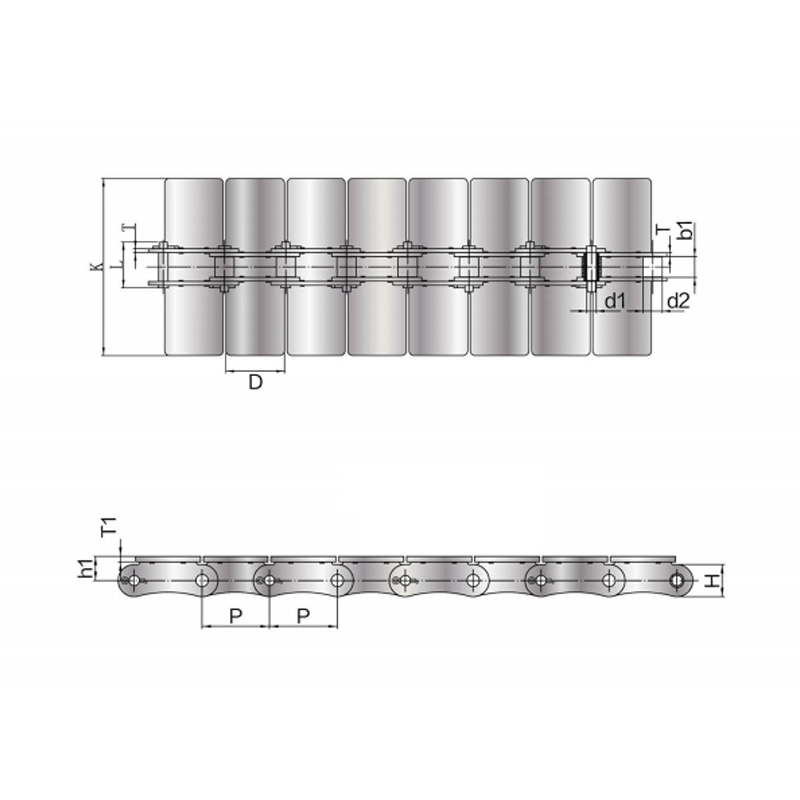
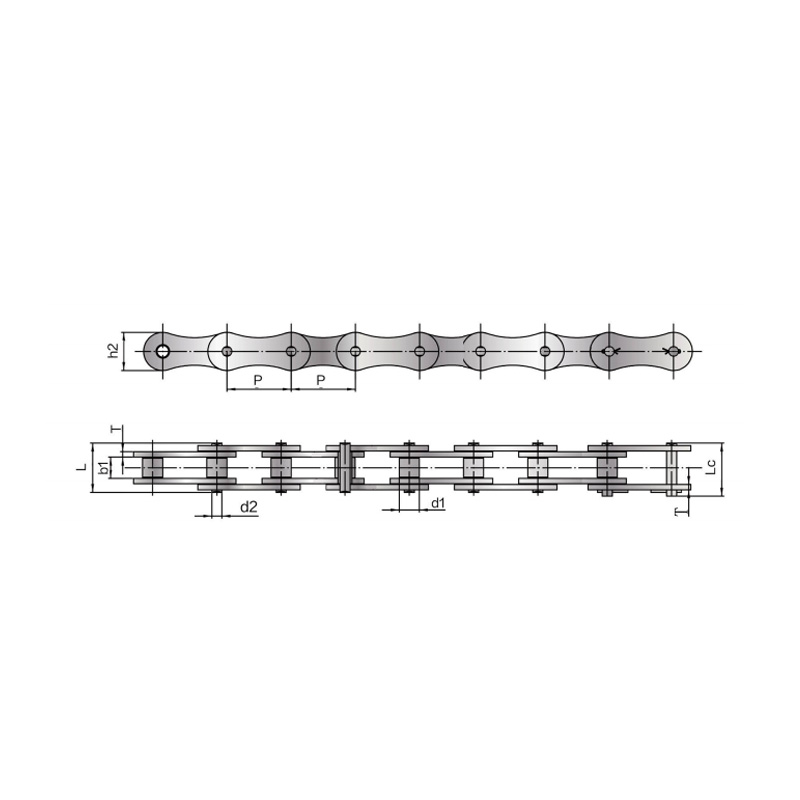
Спецификации выигрывают или проигрывают заказы. Прежде чем подтверждать скорость конвейерной цепи, проверьте диаметр пальца, размер ролика и вес на метр по сравнению с имеющимся набором звездочек и шириной рамы — несоответствие в данном случае является наиболее распространенной причиной задержек при установке.
| Модель | Шаг P (мм) | Диаметр ролика. d1 макс (мм) | Диаметр штифта. d2 макс (мм) | Длина штифта L макс. (мм) | Вес (кг/м) |
|---|---|---|---|---|---|
| SSC2030W | 19.05 | 11.91 | 3.28 | 24 | 0.52 |
| SSC2040W | 25.4 | 15.88 | 3.96 | 31 | 0.79 |
| ССК2050Вт | 31.75 | 19.05 | 5.08 | 39.5 | 1.36 |
| SSC2060HW | 38.1 | 22.23 | 5.94 | 48.8 | 2.19 |
| SSC2080W | 50.8 | 28.58 | 7.92 | 66.2 | 4.06 |
Обратите внимание на скачок веса на метр с 0,52 кг/м до 4,06 кг/м в этой единственной линейке продуктов. Выбор более тяжелой, чем необходимо, модели увеличивает нагрузку на каждый подшипник и звездочку на выходе, а уменьшение ее размера на линии с быстрым циклом приводит к возникновению проблемы пульсации, описанной выше.
Распространенные неисправности, связанные со скоростью (и как их избежать)
На линиях с большим циклом неоднократно проявляются две модели отказов. Во-первых, из-за чрезмерной скорости на длинных пролетах без опоры цепь фактически превосходит собственный контроль натяжения. Второй — это «скольжение», которое на самом деле происходит в противоположной крайности: низкая скорость в сочетании с чрезмерно смазанными роликами, когда ролик перестает вращаться и вместо этого скользит, вызывая неравномерный износ полос и неравномерное расстояние между продуктами.
И то, и другое можно диагностировать по характеру износа, а не по догадкам. Сплющенные пятна на роликах указывают на проскальзывание; удлиненный шаг и свободные пластины указывают на помпаж. А руководство по техническому обслуживанию и устранению неполадок конвейерной цепи охватывает интервалы проверки, которые позволяют выявить их, прежде чем полная замена цепи станет единственным вариантом. Для линий, перемещающих более легкие грузы, чувствительные к трению, переключение на пластиковая конвейерная цепь для работы с низким коэффициентом трения полностью удаляет переменную смазки из уравнения.
Подбор правильной цепи для вашей производственной линии
Начните с фактической целевой скорости транспортировки, а не с той скорости цепи, которая, как вы предполагаете, вам нужна — они редко бывают одинаковыми. Затем сверьте шаг с имеющимся запасом звездочек, сравните вес на метр с номинальным крутящим моментом вашего приводного двигателя и решите, требует ли ваше приложение транспортировку с фиксированной скоростью или регулируемую выходную мощность, которую обеспечивает цепь скоростного конвейера.
Если ваша линия накапливает продукт с разной скоростью, а не работает непрерывно, стоит пересмотреть Сравнение свободного потока и стандартной конвейерной цепи прежде чем приступить к любому дизайну. Ничто из этого не нужно решать только с помощью каталога — пятиминутный анализ характеристик вашей звездочки и номинала двигателя в соответствии с паспортом цепи покажет вам быстрее, чем когда-либо методом проб и ошибок.
Сучжоу Фубан производит как стандартные, так и двухшаговые конвейерные цепи из нержавеющей стали от SS304 до SS2205 и по запросу может подобрать размеры к существующему набору звездочек. Отправьте текущую спецификацию, и наша команда инженеров подтвердит совместимость шага и нагрузки перед размещением заказа.
Наши новости //
Похожие новости
© Компания по производству цепных передач Сучжоу Fubang Machinery, Ltd. Производители роликовых цепей из нержавеющей стали Поставщики конвейерных цепей
