 简体中文
简体中文 English
English русский
русский Español
EspañolПриводные цепи: данные о производительности и руководство по выбору
Новости отрасли-Контент
Для надежной передачи механической энергии необходимо правильно подобрать и обслуживать приводная цепь достигает до эффективность 98% , что напрямую снижает потери энергии и время незапланированных простоев. Наиболее важным показателем технического обслуживания является удлинение цепи: как только цепь вытягивается за пределы 3% своей первоначальной длины, провал становится неизбежным. Таким образом, регулярное измерение удлинения и соответствующая смазка составляют основу эффективного управления приводной цепью.
Измерение удлинения цепи для прогнозирования срока службы
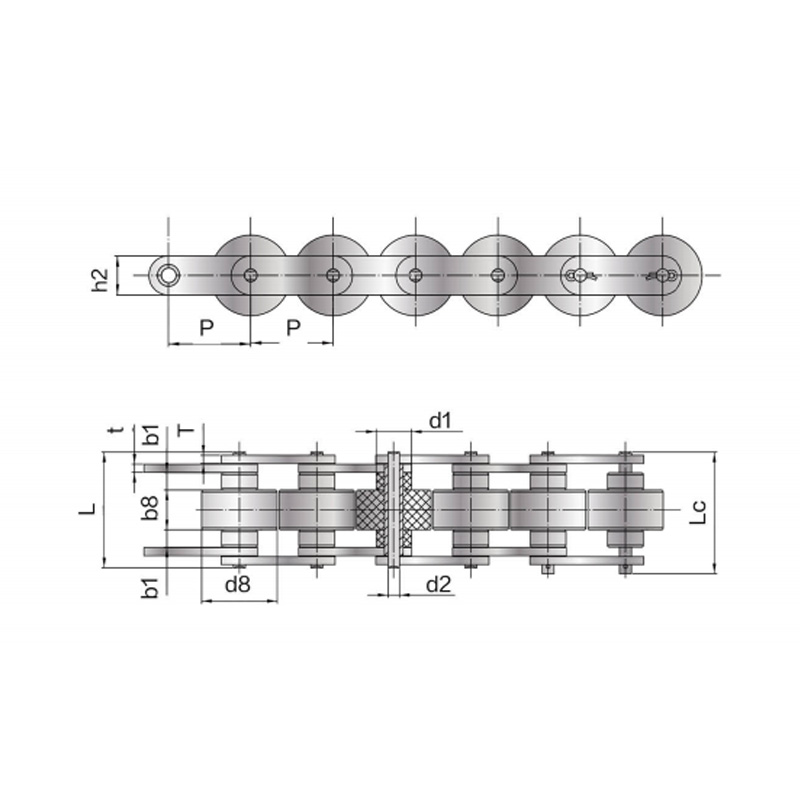
Удлинение цепи возникает не из-за растяжения самого металла, а из-за износа поверхностей пальца и втулки. Каждое сочленение удаляет микроскопические частицы, постепенно увеличивая длину звука. Новая роликовая цепь ANSI 40 имеет шаг 12,70 мм. Удлинение всего 0,5% уже указывает на значительный износ штифта, а удлинение за пределы от 1,5% до 2% приводит к грубому зацеплению со звездочками, ускоренному износу и риску выскакивания зубьев. Для высокоскоростных применений со скоростью выше 500 об/мин замену следует планировать, когда удлинение достигнет 1% .
- Отмерьте более 1 метра цепи (или самой длинной доступной прямой секции).
- Примените измеримое натяжение, составляющее не менее 2% от разрывной нагрузки цепи, чтобы устранить провисание.
- Сравните измеренное значение с новым сегментом цепи такой же длины.
Например, отрезок изношенной приводной цепи длиной 1 метр длиной 1012 мм имеет удлинение 1,2% , что еще приемлемо для тихоходных приводов до 200 об/мин, но критично для высокоскоростных конвейеров. Этот метод измерения позволяет проводить прогнозирующую замену вместо реагирования на отказы.
Методы смазки и их влияние на эффективность
Смазка уменьшает трение между пальцами и втулками, а также между роликами и зубьями звездочки. Без надлежащей смазки приводная цепь может потерять до 5% его эффективности в течение 100 часов работы, а интенсивность износа возрастает до 7 раз . Правильный метод смазки зависит от скорости цепи и условий эксплуатации.
| Скорость цепи | Метод | Норма внесения масла |
|---|---|---|
| До 200 м/мин | Ручной (кисть или капельница) | Каждые 8 часов по 2-3 капли на ссылку. |
| 200 – 600 м/мин | Капельная смазка | 6-12 капель в минуту |
| Более 600 м/мин | Масляная ванна или принудительная циркуляция | Уровень масла до минимального шага цепи |
Для смазки в масляной ванне масло должно достигать вязкости От 68 до 100 сСт при 40°C для большинства промышленных приводов. Если цепь работает при температуре выше 70°C, синтетические масла с более высокими индексами вязкости сохраняют смазочную пленку лучше, чем минеральные масла. Цепи, работающие всухую или с недостаточной смазкой, демонстрируют резкое повышение температуры пальцев, часто превышающую 85°С измеряется с помощью инфракрасной термографии, что напрямую коррелирует с ускоренным удлинением.
Выбор правильного шага и ветвей приводной цепи
Недостаточный размер приводной цепи приводит к быстрому усталостному разрушению, а завышенный размер приводит к ненужной инерции и затратам. Расчетная мощность для выбора цепи равна передаваемой мощности, умноженной на коэффициент обслуживания. Для типичного привода конвейера, работающего 10 часов в день при умеренных ударных нагрузках, коэффициент эксплуатации составляет от 1,2 до 1,4 . Например, двигатель мощностью 7,5 кВт при 300 об/мин требует расчетной мощности от 9,0 до 10,5 кВт . В этом диапазоне становится необходимым обратиться к таблицам номинальных значений производителей цепей ANSI 80 (шаг 25,40 мм) или ANSI 100 (шаг 31,75 мм).
Многопрядные цепи увеличивают мощность, но снижают гибкость и требуют более точного выравнивания. Двухцепочечная (двухцепочечная) цепь несет примерно 1,7 раза сила одной цепи, тогда как трехцепочечная несет 2,5 раза . Однако дисбаланс нагрузки между прядями является распространенным явлением. Во избежание неравномерного износа звездочки должны иметь общее смещение менее 0,25 мм на 300 мм длины вала . Для приводов мощностью более 30 кВт одна широкопрядная цепь часто более надежна, чем несколько узких, поскольку риск неравномерного распределения нагрузки ниже.
Контроль провисания, натяжения и динамической нагрузки
Правильное провисание цепи на провисшей стороне важно для снижения ударных нагрузок и износа звездочки. Для горизонтальных приводов с расстоянием между центрами менее 1 метра провисание должно быть от 2% до 3% центрального расстояния. Для межосевого расстояния 600 мм это равно от 12 до 18 мм общего вертикального отклонения, измеренного в средней точке провисшей пряди. Слишком натянутая цепь (провисание ниже 1%) увеличивает нагрузки на подшипники и создает скачки растяжения при пусковом моменте. Слишком свободный ход (провисание более 5%) приводит к тому, что биение цепи и хордальное движение создают вибрации, которые могут резонировать с конструкцией привода.
Натяжение цепи можно оценить, измерив силу, необходимую для отклонения провисшего пролета, 1% от межосевого расстояния . Для типичного промышленного привода сила отклонения От 2 до 5 Н на миллиметр ширины цепи подходит для слабой стороны. Если измеренная сила превышает 8 Н/мм, возможно перенапряжение. Цепи, подвергающиеся повторяющимся пикам высокого напряжения, указанным выше. 30% от их предельной прочности на разрыв выйдет из строя из-за усталостного разрушения боковых пластин внутри От 10 до 20 миллионов циклов , что при 500 об/мин соответствует всего лишь 300–600 часам работы.
Интервалы проверок и критерии замены
Систематический график проверок предотвращает катастрофические неисправности. При непрерывной работе в режиме 24/7 еженедельно проверяйте состояние смазки и провисание цепи. Измеряйте удлинение каждые 500 часов работы или ежемесячно. Запишите значения удлинения на диаграмме тенденций. Замените цепь, когда измеренное удлинение достигнет 2,0% для закрытых приводов и 1,5% для открытых или абразивных сред. Звездочки также необходимо заменить, если износ боковой поверхности зуба превышает 0,5 мм от делительного диаметра для цепей ANSI 60 и меньше или при зацеплении профиля зуба. Повторное использование изношенных звездочек с новой цепью сокращает срок службы новой цепи почти на 75% потому что цепь глубже садится в изношенный профиль зуба, увеличивая угол шарнира и износ пальцев.
Для критически важных приводов, где затраты на незапланированные остановки превышают стоимость цепи в 20 и более раз, установите предел износа, равный удлинение 1,0% в качестве порога замены. Этот консервативный предел в сочетании с еженедельными проверками уровня масла и ежемесячной термографией увеличивает среднее время между отказами с типичных 8000 часов до более чем 25 000 часов для исправных цепей, работающих в пределах номинальных нагрузок.
Наши новости //
Похожие новости
© Компания по производству цепных передач Сучжоу Fubang Machinery, Ltd. Производители роликовых цепей из нержавеющей стали Поставщики конвейерных цепей
